Zware stalen buis



Het productie- en fabricageproces van naadloze stalen buizen met zware wand kan worden onderverdeeld in koudtrekken, koudwalsen, warmwalsen en hete expansie.De materialen van stalen buizen zijn 10, 20, 35 en 45, die gewone stalen buizen worden genoemd.Volgens de toepassing kan het worden onderverdeeld in structurele naadloze stalen buizen, naadloze stalen buizen voor transport, naadloze stalen buizen voor ketels, hogedruk naadloze stalen buizen voor ketels, hogedruk naadloze stalen buizen voor kunstmestapparatuur en naadloos staal voor geologische boringen;naadloze stalen buis voor olieboringen;naadloze stalen buis voor het kraken van aardolie;naadloze stalen buis voor schip;koudgetrokken en koudgewalste precisie naadloze stalen buizen;verschillende gelegeerde buizen.Naadloze stalen buis wordt voornamelijk gebruikt in mechanische verwerking, kolenmijn, hydraulisch staal, enz.

De grondstof van dikwandige naadloze stalen buizen is een blanco ronde buis.De onbewerkte ronde buis wordt gesneden door een snijmachine en de knuppel met een groei van ongeveer 1 m wordt door een transportband naar de oven gestuurd voor verwarming.De knuppel wordt verhit in een oven op ongeveer 1200 graden Celsius.De brandstof is waterstof of acetyleen.De temperatuurregeling in de oven is een belangrijk probleem.Nadat de ronde buis uit de oven is gelost, moet deze door de drukpiercing gaan.Over het algemeen is de meest voorkomende piercer de kegelrolpiercer.Dit soort piercer heeft een hoge productie-efficiëntie, een goede productkwaliteit, een grote uitzetting van de perforatiediameter en kan verschillende staalsoorten dragen.Na het doorboren wordt de ronde knuppel achtereenvolgens gewalst door middel van drie rollen, kruiswalsen, continu walsen of extrusie.Na extrusie moet de buis worden verwijderd voor dimensionering.De maatmachine roteert de kegelboor met hoge snelheid in de stalen plano om een stalen buis te vormen.
De binnendiameter van de stalen buis wordt bepaald door de lengte van de buitendiameter van de boor van de meetmachine.Na het dimensioneren komt de stalen buis de koeltoren binnen en wordt gekoeld door waternevel.Na afkoeling wordt de stalen buis rechtgetrokken.Na het rechttrekken wordt de stalen buis door een transportband naar de metaalfoutdetector (of hydraulische test) gestuurd voor interne foutdetectie.Als er scheuren en luchtbellen in de stalen buis zitten, wordt dit gedetecteerd.Na de kwaliteitscontrole van stalen buizen is een strikte handmatige selectie vereist.Na de kwaliteitscontrole van de stalen buis worden het nummer, de specificatie en het productiebatchnummer met verf bespoten.Het wordt met een kraan in het magazijn gehesen.
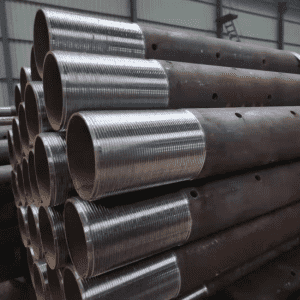
ZWARE WAND NAADLOZE STALEN PIJP
Slijtvaste Zelfsmering Hoge chemische bestendigheid Verschillende maten en typen
Het productie- en fabricageproces van naadloze stalen buizen met zware wand kan worden onderverdeeld in koudtrekken, koudwalsen, warmwalsen en hete expansie.


De materialen van stalen buizen zijn ASTM 179, A106Gr.B, 1035 en 1045, die gewone koolstofstalen buizen worden genoemd.
De materialen van stalen buizen zijn ST52, ASTM 5140.4140.4135,12XMФ, die gewone gelegeerde stalen buizen worden genoemd.
ASTM A106Gr.B chemische samenstelling en mechanische eigenschappen:

ASTM 1045 chemische samenstelling en mechanische eigenschappen

ASTM A179 chemische samenstelling en mechanische eigenschappen


Uniforme dikte:

LEGERING ZWARE NAADLOZE STALEN PIJP